商品のご案内
Products
≪ 表面処理 ≫
研磨剤
|
電解研磨 |
電解研磨と化学研磨について |
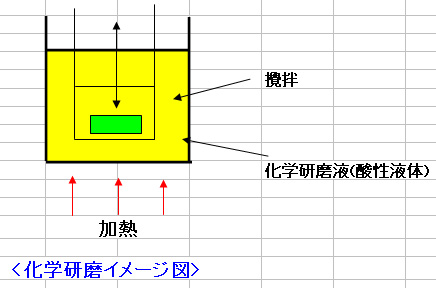
化学研磨は化学研磨液と呼ばれる酸性液体にワークを投入し、ワーク表面を溶かします、液が触れている部分は、ワークの表だろうが裏だろうが均一にエッチングされ、電解研磨のような選択性はありません。
選択性がないので液さえ触れさす事が出来れば、パイプの内面でもほぼ均一に研磨されます。例えばステンレスの場合、液が沸騰する温度、つまり約100℃に加熱して処理を行います、銅や真鍮は室温、鉄やチタンは室温〜40℃、アルミニウムは110℃で処理を行います。化学研磨では選択性がないので、液さえ触れさえする事が出来れば、パイプ内面でもほぼ均一に研磨されます。
しかし選択性がないという事は、例えば素地が大きく凹凸しているような場合は、その凹凸を狙って平坦化する事が難しく、平坦化した時点では相当量削らなくてはいけない事になってしまいます。
化学研磨の用途としては下記のようになります。
めっきの前処理、機械部品、電子部品、ベアリング部品等
選択性がないので液さえ触れさす事が出来れば、パイプの内面でもほぼ均一に研磨されます。例えばステンレスの場合、液が沸騰する温度、つまり約100℃に加熱して処理を行います、銅や真鍮は室温、鉄やチタンは室温〜40℃、アルミニウムは110℃で処理を行います。化学研磨では選択性がないので、液さえ触れさえする事が出来れば、パイプ内面でもほぼ均一に研磨されます。
しかし選択性がないという事は、例えば素地が大きく凹凸しているような場合は、その凹凸を狙って平坦化する事が難しく、平坦化した時点では相当量削らなくてはいけない事になってしまいます。
化学研磨の用途としては下記のようになります。
めっきの前処理、機械部品、電子部品、ベアリング部品等
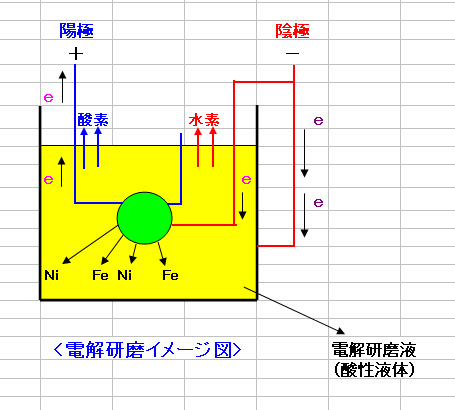
電解研磨は電解研磨液と呼ばれる酸性液体にワークを漬け込み、ワークを陽極とし、容器を陰極とし電流を流すと、ワーク陰極側に面した表面の鉄やニッケル原子が酸性液体に微量溶け出し、ワーク表面がエッチング(研磨)されます。
パイプ状のワークの場合、陰極である容器から遠いパイプ内面は研磨されない為、パイプ内面に陰極を設置すると、内面も研磨する事が出来ます。
このように電解研磨とは電気的なアシストを持ちいてエッチングしたい箇所を選択的に削る事が出来る化学研磨の一つの技術と言えます。
電解研磨は選択的であるがゆえに、狙った場所を狙ったように削る事が可能で、結果として少ないエッチング量でかなり細かい粗度に仕上げる事が可能ですが、一方で必ず電極を必要とする為、電極を近づけられないような場所(例えば細いパイプ内面)は研磨する事が出来ません。
また、細い部分や薄い部分は電荷が集まりやすく、意図以上にエッチングされてしまったり陰極と陽極が接触した場合はショートして穴が空いてしまったりします。
電解研磨には下記のようなメリットがあります。
・洗浄性の向上
・微粉末の難付着性
・強靭な防錆効果
・耐薬品性の向上
・加工変質層がない
電解研磨を施した製品の特徴として、下記の3点があります。
・処理面が非常に滑らか(滑沢)である。
・緻密な不動態化皮膜が存在する。
・耐食性に優れたクロムが濃縮した層(クロムリッチ層)が存在する。
パイプ状のワークの場合、陰極である容器から遠いパイプ内面は研磨されない為、パイプ内面に陰極を設置すると、内面も研磨する事が出来ます。
このように電解研磨とは電気的なアシストを持ちいてエッチングしたい箇所を選択的に削る事が出来る化学研磨の一つの技術と言えます。
電解研磨は選択的であるがゆえに、狙った場所を狙ったように削る事が可能で、結果として少ないエッチング量でかなり細かい粗度に仕上げる事が可能ですが、一方で必ず電極を必要とする為、電極を近づけられないような場所(例えば細いパイプ内面)は研磨する事が出来ません。
また、細い部分や薄い部分は電荷が集まりやすく、意図以上にエッチングされてしまったり陰極と陽極が接触した場合はショートして穴が空いてしまったりします。
電解研磨には下記のようなメリットがあります。
・洗浄性の向上
・微粉末の難付着性
・強靭な防錆効果
・耐薬品性の向上
・加工変質層がない
電解研磨を施した製品の特徴として、下記の3点があります。
・処理面が非常に滑らか(滑沢)である。
・緻密な不動態化皮膜が存在する。
・耐食性に優れたクロムが濃縮した層(クロムリッチ層)が存在する。
電解研磨製品としては主に下記のような製品です。
半導体製造関連部品、配管・バルブ類、医療機器・医療機器関連部品等
半導体製造関連部品、配管・バルブ類、医療機器・医療機器関連部品等
| 電解研磨 | 化学研磨 | |
| 研磨量 | 概ね1〜5μ (処理時間や電流値で制御可能) |
概ね1〜20μ (処理時間で制御可能) |
| 到達精度 | サブミクロン | ミクロン |
| 電極 | 必要 (電極を近付け、選択的に研磨) |
不要 (全体的に均一に研磨) |
| 不動態化 | どちらも化学的な研磨手法であり、研磨表面でクロムが濃縮され、処理後のワーク表面に不動態被膜が形成される | |